Особенности сварки при монтаже ВОЛС
ВОЛС (волоконно-оптические линии связи) имеет широкую сферу применения. Кабель используется при сооружении вертикальных разводок в многоэтажных зданиях, для передачи данных между коммутационными центрами, такими как сервер, рабочая станция, коммутатор, маршрутизатор и другое оборудование. Сварка оптики является одной из самых важных работ при монтаже систем связи.
Сварка оптоволокна – это процесс, во время которого специальные оптоволоконные материалы подвергаются высокотемпературной обработке, с помощью специального устройства, соединяющего различные, даже самые мелкие части, линии за максимально короткий срок. Тщательно подобранный аппарат для сварки оптики, стоимость которого зависит от степени автоматизации процессов, позволяет без посторонней помощи выполнить все необходимые работы. Новейшие сварочные устройства, оснащенные системой распознающей сечение кабеля, обладают 10, заложенными в программу, режимами сварки, способствующими проведению работ в условиях любой сложности.
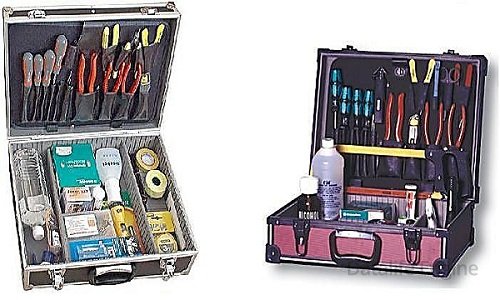
Оборудование для сварки оптоволоконных линий связи
Существуют ручные, полуавтоматические и автоматические устройства для сварки оптики. Недостатком ручного аппарата является тот факт, что стыковка волокон выполняется оператором вручную, а контролируется ход работы при помощи микроскопа. Все это значительно усложняет и затягивает процесс сварки.
Полуавтоматическое устройство, также оснащенное микроскопом, самостоятельно стыкует волокна, предварительно уложенные специалистом. Часть работы по-прежнему выполняется вручную.

Современное высокотехнологичное оборудование для сварки оптики полностью автоматизировано, что положительно сказывается на времени проведения работ и комфорте специалистов. Аппараты появились на рынке недавно, но стремительно набирают популярность, благодаря своей универсальности и уникальным свойствам. Процесс сварки оптических волокон выполняется в автоматическом режиме, и контролируется специальными датчиками, которые передают изображение на экран. Специалисту остается только очистить соединяемые волокна, сколоть и уложить их в специальные зажимы аппарата.
Недостатком оборудования является высокая стоимость, что делает его приобретение целесообразным лишь при наличии большого объема работы. В другом случае имеет смысл обратиться в специальные службы или взять аппарат в аренду.
Для работы на высокотехнологичном оборудовании необходимо пройти курс обучения оптоволоконной сварки, чтобы знать об ее отличии от традиционных методов сварки металлов и сплавов. Схожесть процессов можно найти в соединении проводящей линии, состоящей из нескольких кабелей, плавлением под воздействием максимальных температур. При этом варка оптоволокна требует высокой точности и исключения потери волокон. Высокая пропускная способность канала и сигнал, обладающий качественным прохождением, обеспечиваются равнопрочным и неразрывным сварным соединением вдоль всей линии связи.
Нюансы процесса сварки оптики
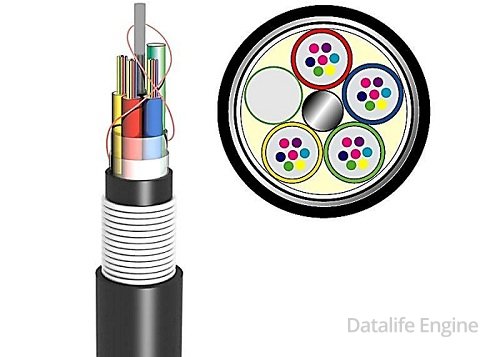
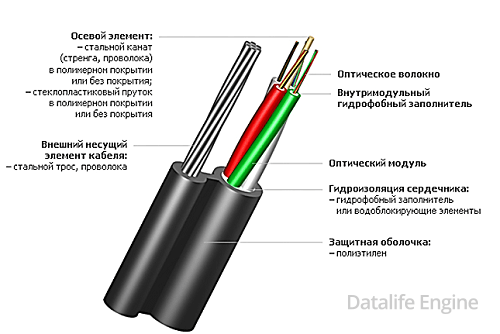
Сварка оптического кабеля выполняется очень быстро, но качественное соединение может быть получено только в результате соблюдения всех требований к точности выполнения работы. Разделка кабеля, являющегося модулем, объединяющим 6-8 волокон, покрытых изоляционным слоем, остается обязательным этапом подготовки к сварке.
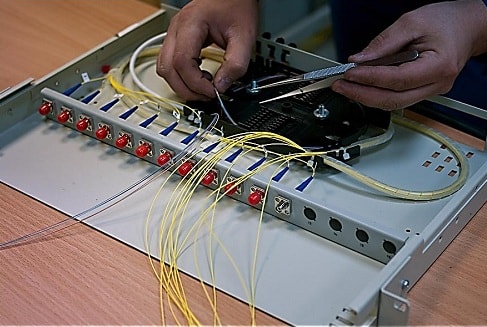
Концы кабеля следует оголить и очистить их от защитного слоя в пределах 3 см от края. Далее концы нужно обработать спиртовым очистителем. Пыль, загрязнения, жировые наслоения не позволят выполнить качественное и прочное соединение волокон. Торцы края волокон скалывают под определенным углом с помощью высокоточного прибора (скалывателя), это обеспечивает максимально точное совмещение оптоволоконных линий.
Укладка свариваемых концов кабеля в зажимы сварочного устройства требует специального обучения и опыта работы.
Автоматическое сварочное оборудование, совмещающее с микроскопической точностью концы волокон, и выполняющее автопроверку результата, не требует высокой квалификации сварщика. Но знать все этапы процесса, свойства материалов и соединений все же необходимо.
Сварка оптики выполняется под влиянием электрической дуги, которая создает температуру необходимую для разогревания волокон в зоне стыка торцов кабеля. Оплавляясь и, затем, кристаллизируясь, волокна образуют между собой высокопрочное соединение. Аппаратура самостоятельно контролирует температуру, не допуская перегрева изделий.
Когда сварочный процесс завершается, волокна укладываются в кассету оптической муфты. Окончательную защиту сварного шва кабель получает, проходя термоусадку в тепловой камере сварочного устройства.
Строгое соблюдение всех правил и требований позволяет получить высокопрочное качественное соединение за, сравнительно, короткий срок.